





Harold Hall
Workshop Processes


Turning the casting end on end, with the overhang at the front, looked a possibility but whilst the length could now be accommodated, the end mill could not quite reach the extreme width. This was due to the milling head's throat not being sufficient and the lands being further from the left hand edge than the right hand. Whilst I had reservations regarding using a fly cutter with the head I decided to give it a try as the increased diameter would comfortably give the added reach required and being aluminium, I felt that I was in with a chance. I found this to be so as it coped easily, Photograph 14.
The photograph does show clearly that with the left hand edge being close to one of the head's columns that an end mill would not be able to reach the right hand side of the land being machined. Having completed the first five lands the base was repositioned so that the remaining two could be machined similarly.
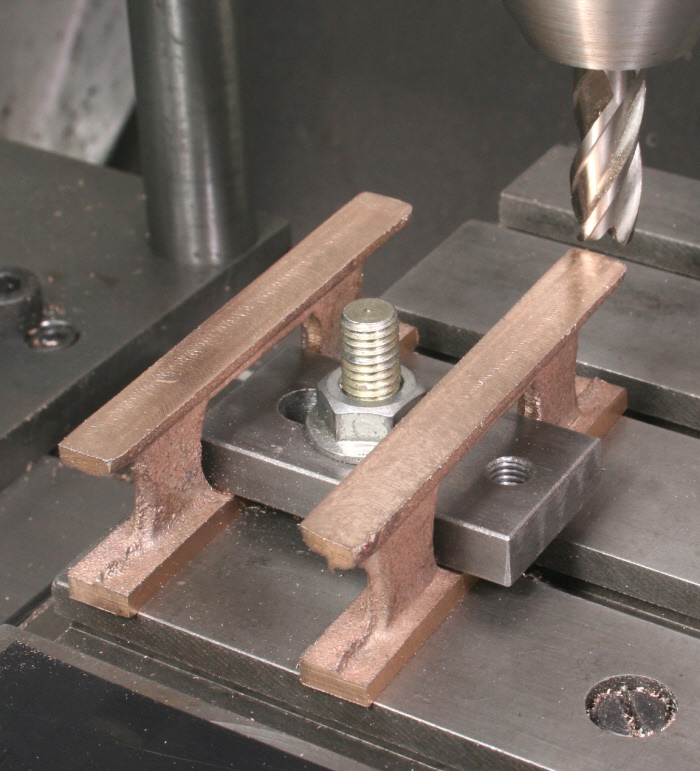
All the remaining parts being small, size of table and available travel ceased to be a problem, the two parts shown in Photograph 15 being typical. These needing to be accurately the same height and to a given dimension, the set up made this easy to achieve with their height being measured using a depth micrometer between the two.
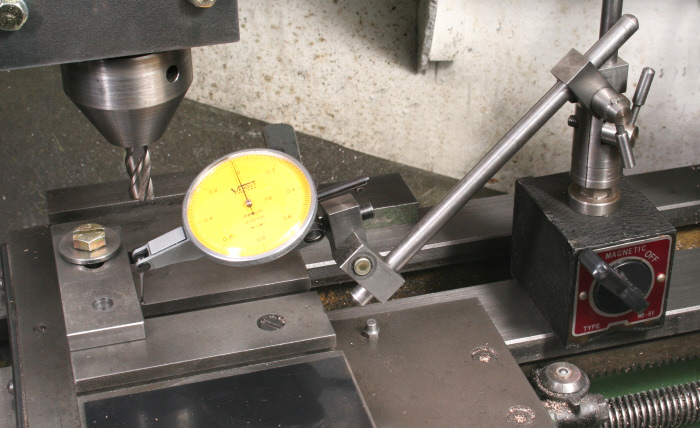
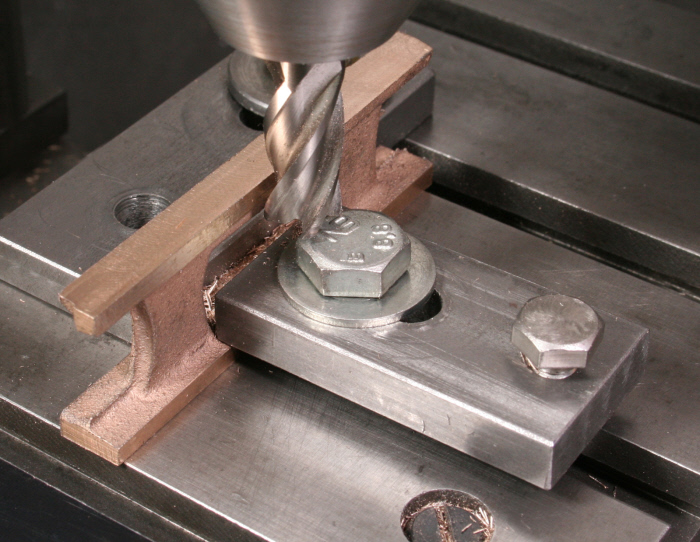
With the height having been machined it was necessary to machine the sides to achieve the required width and centrally above the base (previously machined, see photograph 7). The base being 3/8" and the top 1/4". To achieve this a fence was set on the cross slide precisely parallel to the cross slide travel to position the part, being checked as shown in Photograph 16. With that done the cutter could be set 5/16" from the fence and each edge finished as shown in Photograph 17. That is machine one side, then turn round and machine the second at the same setting.
Flywheel
Departing again from milling (The con rod now having been described as a separate process) I will briefly comment on machining the flywheel. With care, even the base could be finished totally manually but unfortunately, as already mentioned, the flywheel is the one part that may make it impossible to produce the engine on one of the smaller lathes. This is a pity and it is certainly worth trying to find alternative means of machining it.

14
15
16
17