





Harold Hall
Metalworking
Workshop Set Ups
Vertical Slide for milling Setups. Harold Hall



All pictures can be clicked on to provide a larger view


1
2



3
4
5


6
7


8
9


10
11

12
13

14
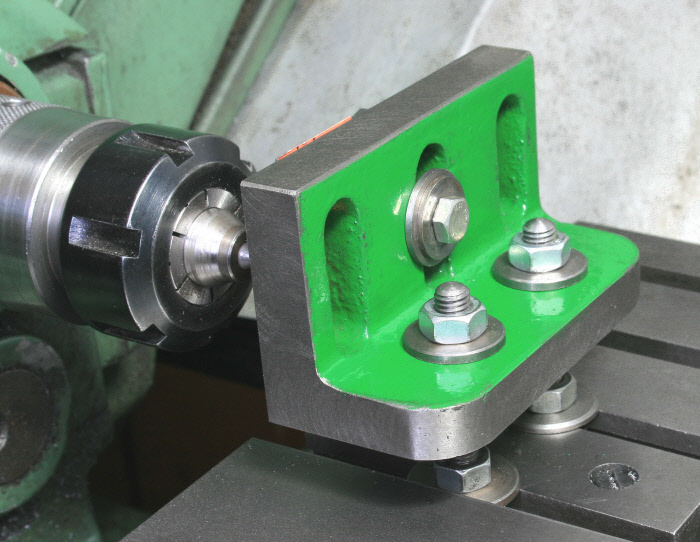
I have attempted to show here how versatile working with a vertical slide can be and that it is not as limiting in terms of workpiece size as it often appears to be. Photo 1 being a typical example. Photo 2 shows the slide turned through 90 degrees and the base of the jaw, for the vice in photograph 1, being machined.
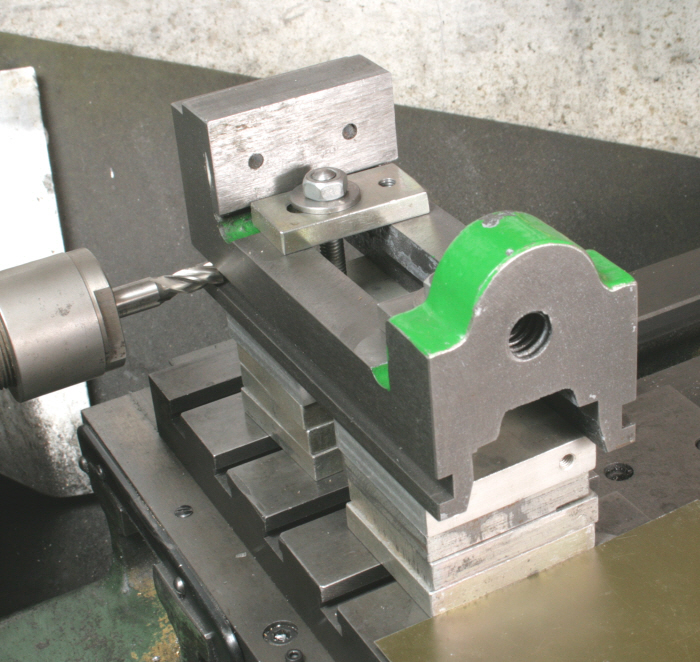
Photo 3 shows the type of vice which I think is the only one worth considering. Not only does the one shown have a much larger capacity than the ludicrously small vices offered by the trade and mistakenly purchased by lathe owners, its method of securing it to the slide also has considerable benefits.
I think is should be obvious that the slide can be set to a position which has sufficient traverse for the task to be undertaken with the vice then moved up or down on the slide to bring the workpiece into a suitable position. The vices on offer for use on the vertical slide mostly have a single pair of lugs limiting its position to the number of tee slots on the slide. I soon realised the fallacy of using this type of vice when I often set up the vice and workpiece only to find the traverse available was insufficient. Then of course it had limited capacity and would not get anywhere near that of the vice seen in Photo 4 shown with a large casting being held and even then it has spare capacity
Not particularly clear but in Photo 5 the slide has been rotated a little to machine a large chamfer on the end of the workpiece. A finished part can be seen being used as packing at the near end of the vice.
Photo 6 shows a simple method of setting the vice accurately enough for most tasks, if a high degree of precision is required it is a case of bring out the dial test indicator. Do take note that if you have a swivelling slide then you must make sure it is accurately set to a vertical position.
Photos 7 shows the vee being made on a small vee block whilst Photos 8 and 9 shows two blocks being machined together to make matched pairs. LINK
A small angle plate (seen being used in photographs 7, 8 and 9) being machined, Photos 10 and 11.
A vertical slide is not always required, the position of the channel being made in Photo 12 was not critical so suitable packing was all that was required for adjustment in the Y axis. If Y axis confuses you the axis for a lathe are.
Cross slide X, Bed Z and Vertical slide Y
A vee is being made in Photo 13 by using progressively larger end mills whilst mounted on the top slide. This was for a cross drilling jig which is used when mounted on the top slide. Using the top slide for simpler tasks, such as machining the ends of components, is always worth considering.
If a vertical slide is not available but accurate positioning of a part is required vertically then mounting an angle plate mounted on studs may provide the required adjustment, Photos 14 and 15.
15