





Harold Hall



Drawings
Those not having a boring head could bore the hole on the lathe with the arm mounted on the cross slide and a small boring tool mounted in the four jaw chuck to provide size adjustment. Whilst not the quadrant being machined, Photograph 3 shows a typical example of the method, an angle plate would of course be required to support the part.
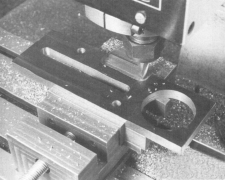
Photograph 4 shows the recess being made for the secondary arm, with the slot also having been made at this setting. The photograph also shows two holes that had been drilled for the eventual corners of the areas that I shaped. For this I removed the bulk of the metal by using a bandsaw, with the cut edges then finished on the milling machine.
Produce the curved slot in the secondary arm using a rotary table. or if one is not available by drilling a series of holes and finishing it by filing. Having written this, it occurs to me, that if a rotary table is available it could be a third method of making the 46mm diameter hole, and quickly.
After making the clamp, having made it initially 17mm long and without the radius,the bush is the next item. First turn the 46mm diameter to be a very close fit in the 46mm diameter hole in the main arm and 10.2 long, part off at around 25.5 long. The extra 0.2mm length over the thickness of the main arm is an allowance for riveting the bush into the main arm. Making the bush at this stage is best as it is easier to make this fit the main arm rather than making the main arm fit the bush.
Next, make the recess, hole and tapped hole, for the clamp and fit the clamp. Then return it to the lathe, holding it on the 46mm diameter, and through hole bore,this making the radius on the clamp in the process. Do though previously measure the boss on the gearbox and accurately make a plug gauge to this diameter for checking the through bore. The clamp can then be reduced in length ensuring that it will grip the gearbox boss.
Next, very lightly countersink appropriate holes, say plus 0.5mm on hole diameter, and rivet the bush, and the secondary arm, into the main arm, and file flush, and the quadrant is finished.
Metalworking
Workshop Projects

3
4