





Harold Hall
Workshop Projects
Crankshaft Bearings 38.
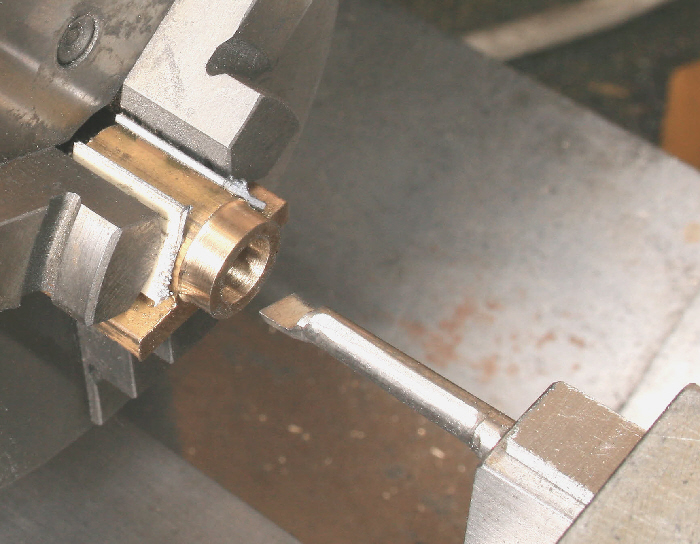
This is an extrusion and is provided as one piece for the two bearings. Cut this in two and mount one piece in the three jaw chuck using two packing pieces as shown in Photograph 41, drill, turn the outer boss and make the bore. Again paying particular attention to its accuracy.
Reverse in the chuck and refit again using the packing pieces. However, it will not be easy to guarantee that the bore is running true so just rough turn this end allowing some material to be machined at the next stage. Repeat the process for the second bearing.
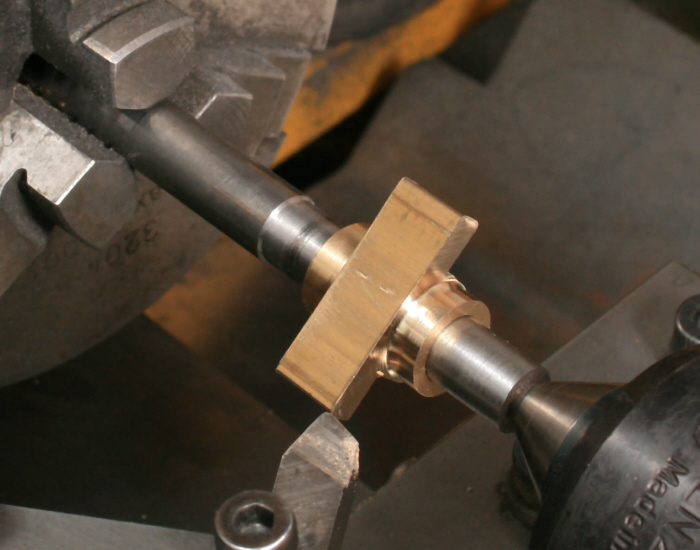
Return the taper stub mandrel, that was used for the flywheel, to the three jaw and fit one of the bearings and finish machine the second end, Photograph 42, repeat for the second bearing. Having returned the mandrel to the chuck, rather than using it directly after it being made, it will not be running perfectly true but will be more than adequate for this operation. Drill the three holes, using a centre drill for the oil hole as this will provide a reservoir.
The packing pieces that I used were 0.035” being of a size that will probably suit other chucks. Do though test by touching the end of the bearing with a centre drill and check that the mark made is 1/4” above the flat surface, as shown on the drawing, precision is not though required. If not, then it will be necessary to experiment with other thicknesses, thicker to increase the dimension and thinner to reduce it.
Con Rod 33
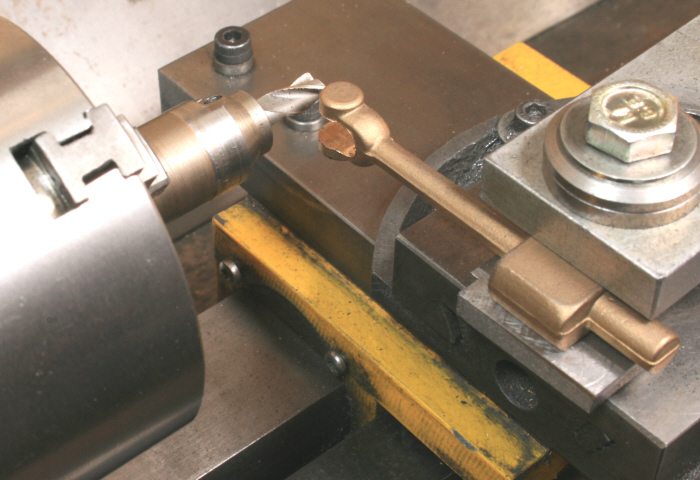
At this stage some simple milling is required for which you will need the dimension of the centre height above the top slide's surface determined earlier. With this height, and the thickness of the main portion of the con rod, work out the size of the packing required to bring it up to centre height. Fit a 1/4” diameter end mill and machine the end to create the fork, Photograph 43. If the con rod looks long it is because the photograph shows the rod for the horizontal engine being machined. For those new to milling you do not attempt to create the fork at one pass but by repeatedly increasing the depth by about 0.020” using the saddle and making the cut using the cross slide.
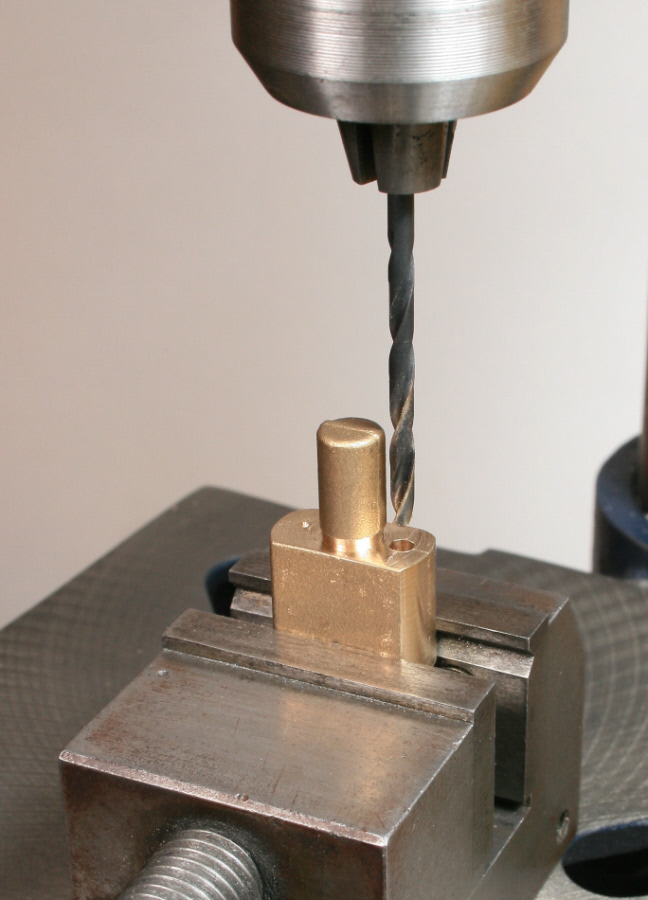
Next, mount it in the three jaw using the stub provided and turn the outer diameter (3/4”). This is what I call a fresh air diameter so it is not critical. Follow by facing the outer end, then the inner end using a parting tool but do not part off, Photograph 44. The end has to be slit into two pieces so keep the width as large as possible to allow for the saw cut. The next stage is to drill the two 7BA clearance holes, Photograph 45.
Now, saw into two parts, returning the part with the stub to the three jaw and machine the face to a little over 1/4” followed by using the parting tool to reduce the width to 1/4” and part off. Similarly, face the other half whilst holding it on the shaft but as this is tapered the hold will not be that precise, do therefore ensure that the face machined earlier is firmly against the chuck jaws. Do not be too concerned about marking the shaft with the grip as it will be cleaned up and polished at the assembly stage.

41
42
43
44
45


14
/
27
