





Harold Hall
Workshop Projects



Do though use the hole gauge to ensure the accuracy of the bore, though this may not remain so after slitting as it may open up or close down. Face the outer surface at this stage also.
Remove and add a short piece of steel, say 3/4” diameter and produce a taper stub mandrel to hold the part and face the other side. However, due to the large diameter to width ratio (taper mandrels like the width to be at least equal to half the diameter) the part may not be held accurately. Therefore, take a very light facing cut and measure the width of the part at points around the circumference, if there is a substantial error tap the part further onto the mandrel at the point that it measures the thinnest and repeat, no need though to worry about an error of just a few thou. Photograph 52 shows the set up.
Assemble the two parts using the screws and nuts provided having first very lightly chamfered(a few thou) the two adjacent faces. Mark the join centrally and centre punch, the chamfered faces ensuring that the punch mark is accurately located on the join.
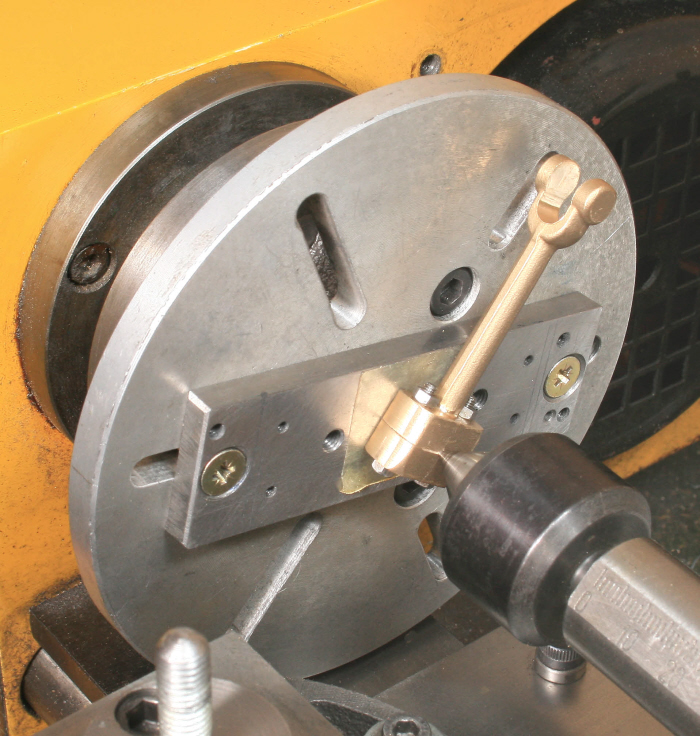
Return the faceplate, together with fixture 1, to the lathe and add a small square of double adhesive film to the fixture's centre. Place the con rod on this using a centre in the tailstock to ensure it is accurately positioned, Photograph 46 (10H con rod shown). The double adhesive is just to hold the part in place whilst it is being clamped more securely using clamp 1. With it now clamped, centre drill, drill and bore the hole 9/32”,see Photograph 47, again accuracy of the diameter is important.
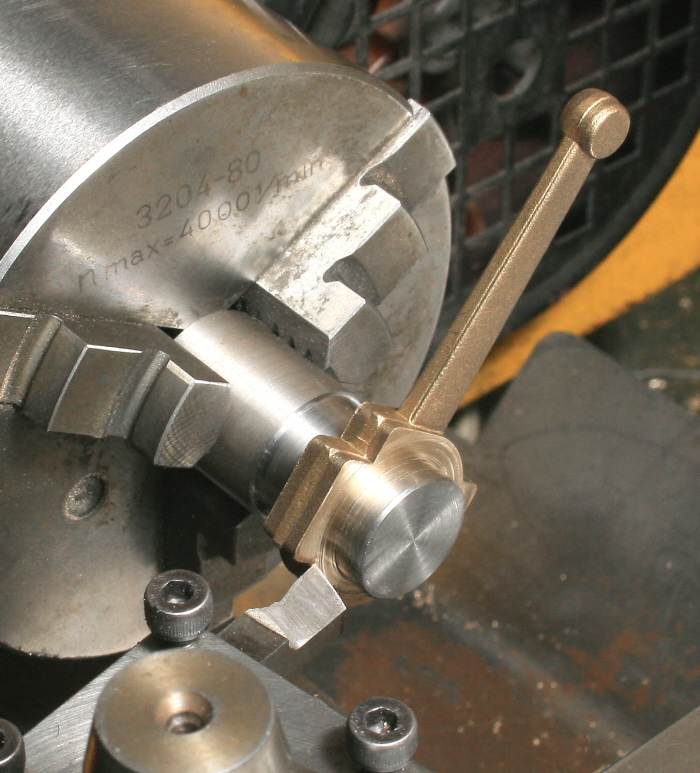
Photograph 48 shows that the taper stub mandrel is in use once more, this time to face and produce the boss on one side, then, remove, rotate, refit, and machine the second side. This is the third time that this mandrel has been used and is an example where planning could hold the three tasks in hand so that they can all be done at the same time.
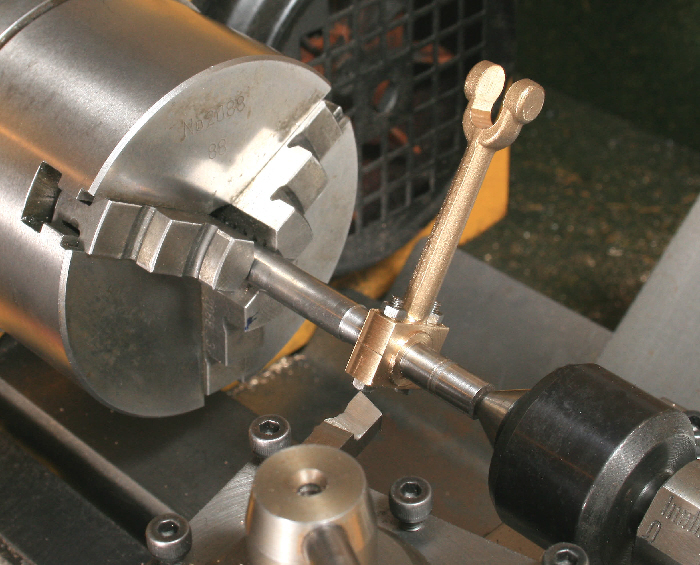
Next, mount fixture 2 on the top slide and the con rod onto this, then, with an end mill machine the end of the part as shown by Photograph 49, repeat for the other side. Using the drilling machine, drill the end of the fork next, one side 5BA clearance and the other tapped.
Eccentric Strap 45
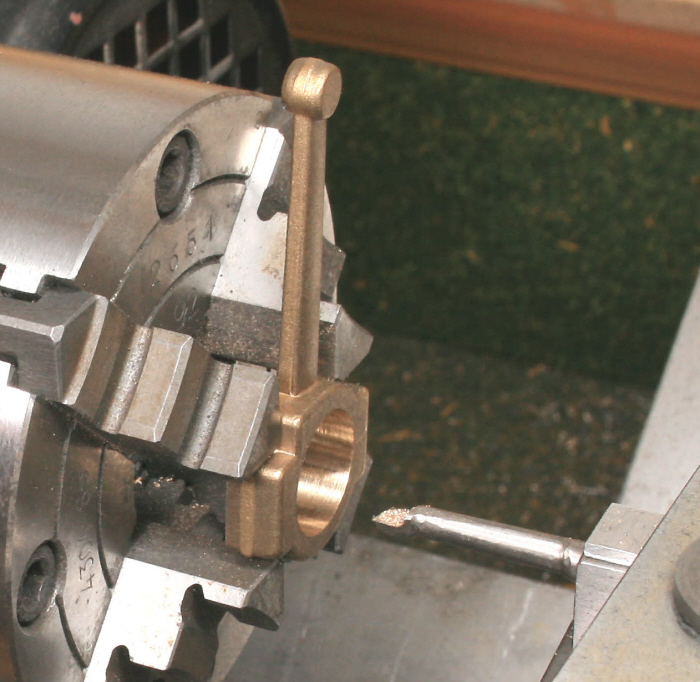
Mount this into the four Jaw and using the front face of the drill chuck to align it, Photograph 50. The drawing suggests using a 5/8” reamer to finish the bore but as I consider a reamer of this size will find little use it would be expensive for a one off task. By now the reader should be reasonably at home with the boring process so I suggest using this method, see Photograph 51.
46
47
48
49
50
51
52


15
/
27
